TM 9-2320-302-34
0041 00-12
PISTON AND CYLINDER ASSEMBLY MAINTENANCE - CONTINUED
0041 00
INSTALLATION - CONTINUED
1.
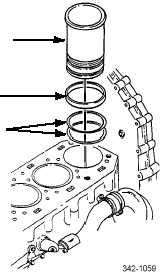
Clean inside and outside of new cylinder liner (3) and cylinder block bore.
2.
Install new crevice seal (23) and two new seal rings (22) on cylinder liner (3).
3.
Coat two seal rings (22) and crevice seal (23) with a thin film of lubricating oil.
4.
Coat cylinder block liner bore with lubricating oil where seal rings (22) and crevice seal (23) seat.
5.
Install cylinder liner (3) in cylinder block bore by hand until lower seal meets upper crevice seal bore.
NOTE
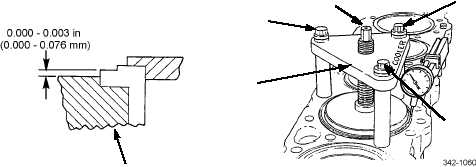
When correctly positioned, side of cylinder liner installer stamped COOLER is on oil cooler side of cylinder
block and cylinder liner installer holding bolts will align with cylinder head bolt holes.
6.
Center and install cylinder liner press (28) over cylinder liner (3) and tighten three bolts (29).
7.
Turn center bolt (30) of cylinder liner press (28) until cylinder liner (3) bottoms in counterbore. Apply a tightening
torque of 44 lb-ft (60 Nm) to center bolt.
8.
Using dial indicator, measure cylinder liner (3) protrusion in three equal positions. Measure distance from top of cylin-
der liner flange to tip of cylinder block (31). Allowable cylinder liner protrusion is 0.000-0.003 in (0.000-0.076 mm)
with no more than 0.002 in (0.05 mm) variation between any two adjacent cylinders.
3
23
22
31
28
29
30
29
29