TM 9-2320-363-34-2
CAB BODY REPAIR (CONT)
Hole Countersinking
NOTE
Some rivet installations in body require that rivet head be flush with material
surface. In these instances, countersunk or flush head rivets are used.
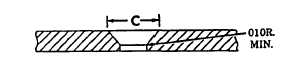
1.
WHEN USING COUNTERSUNK RIVETS, RIVET HOLES MUST BE COUNTERSUNK WITH TOOL
HAVING 100-DEGREE TAPER SO RIVET HEAD WILL FIT FLUSH WITH SURFACE.
2.
WHEN USING HAND-OPERATED COUNTERSINK, HOLE MUST BE TRIED WITH RIVET SO
RECESS WILL NOT BE TOO DEEP OR TOO SHALLOW. IT IS BEST TO USE COUNTERSINK WITH
STOP SO DEPTH OF COUNTERSINK CAN BE CONTROLLED, TYPICAL COUNTERSINKING
DIMENSIONS FOR BLIND RIVETS ARE SHOWN IN TABLE 3. MINIMUM SHEET THICKNESS THAT
CAN BE MACHINED FOR 100-DEGREE COUNTERSINK RIVETS IS GIVEN IN TABLE 4.
3.
DO NOT REMOVE EDGE OF HOLE ON BLIND SIDE OF JOINT.
Table 3. Countersinking Dimensions for
100-Degree Countersunk Blind Rivets
Countersinking Dimensions (100°)
Rivet
C (In.)
Diameter
(In.)
Minimum
Maximum
I
1/8
I
0.222
I
0.228
5/32
0.283
0.289
3/16
0.350
0.356
Table 4. Minimum Sheet Gage for 100-Degree Machine Countersink
Rivet Size (In.)
3/32
1/8
5/32
3/16
1/4
I Gage (In.)
I 0.040
0.050
0.064
0.072
0.072 I
22-18