TM 9-2320-302-34
0036 00-8
CYLINDER BLOCK ASSEMBLY REPAIR - CONTINUED
0036 00
ASSEMBLY - CONTINUED
6.
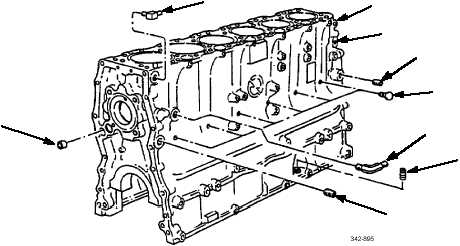
Position cylinder block to view left side.
7.
Coat outside sealing edge of 1.062 in cup plug (19) with loctite adhesive. Using small end of double-ended plug installer
and handle, install cup plug 0.098-0.118 in (2.5-3.0 mm) below machined surface of front of cylinder block.
8.
Install two 3/8 in pipe plugs (14) and 1/4 in pipe plug (15).
NOTE
Cylinder block repair conditions may warrant cylinder block pressure testing before complete block assem-
bly. Perform testing after installing cylinder liners, cup plugs, and pipe plugs. (Refer to Cylinder Block Pres-
sure Testing, WP 0040 00).
9.
Install air compressor oil supply line elbow (16).
10.
Install air compressor coolant supply elbow (17).
NOTE
If cylinder block is not being placed in service, perform steps 11 through 15.
11.
Install 1/4 in pipe plugs in tapped holes for oil pressure sensor (23) and oil temperature sensor (24).
12.
Install 1/4 in pipe plug in place of air compressor oil supply line elbow (16).
13.
Install 1/2 in pipe plug in place of air compressor coolant supply elbow (17).
14.
Install six plastic weep hole plugs (18).
15.
Spray or dip cylinder block in corrosion preventive compound for extended storage.
CAUTION
New cylinder blocks are supplied with cover plates in place of oil spray nozzles, which are used to lubricate
and cool down pistons. Cover plates must be removed and oil spray nozzles installed in their place. Failure
to install nozzles will result in severe engine damage.
16.
Turn cylinder block bottom side up and install six oil spray nozzles (2) and bolts (1). Tighten bolts to 22-28 lb-ft (30-38
Nm).
14
15
17
18
14
24
23
16
19