TM 9-2320-302-34
0080 00-21
FORWARD-REAR AXLE DIFFERENTIAL CARRIER REPAIR - CONTINUED
0080 00
ASSEMBLY - CONTINUED
NOTE
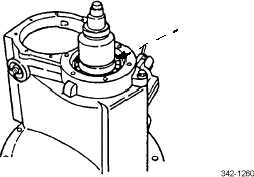
Drive pinion must be held in place with fixture holding gear teeth or with wood blocks between pinion gear
and differential carrier case.
36.
Install washer (56) and nut (7) on drive pinion (3) and tighten to 1200-1500 lb-ft (1625-2035 Nm).
37.
Using inch-pound torque wrench, rotate drive pinion (3). Check reading on dial while turning torque wrench. New drive
pinion gear reading must be 5-45 lb-in (0.56-5.08 Nm). Used drive pinion gear reading must be 10-30 lb-in (1.13-3.39
Nm).
38.
If preload is not within limits, remove and replace spacers, disassembly steps 45 and 46. Install thicker spacer to
decrease preload or thinner spacer to increase preload. Repeat steps 32 through 37 until correct preload is obtained.
CAUTION
•
To prevent damage to case, do not press cold ring gear on ring gear subassembly.
•
To maintain temper of metal and reliability of part, do not use open flame to heat ring gear.
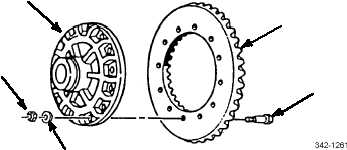
39.
Expand ring gear (2) in tank of water heated to 160-180F (71-82 C) for 10-15 minutes.
WARNING
Hot gear can cause burns. Wear heat-resistant gloves.
40.
Remove ring gear (2) from tank and install on ring gear subassembly (50). If ring gear does not fit easily, reheat and
install again.
41.
Install 12 bolts (55), washers (54), and nuts (53). Tighten nuts to 190-225 lb-ft (260-350 Nm).
3,7,56
53
50
2
55
54