TM 9-2320-302-34
0033 00-10
CRANKSHAFT REPLACEMENT - CONTINUED
0033 00
INSPECTION - CONTINUED
NOTE
Flattened plastigauge will be found adhering to bearing shell or crankshaft.
19.
Remove 14 main bearing cap bolts (10) and washers (11). Remove seven main bearing caps (12) and lower main bear-
ing shells (13).
NOTE
If worn crankshaft maximum connecting rod bearing journal-to-bearing shell clearance, with new shells,
exceeds 0.005 in (0.1270 mm), or if maximum main bearing journal-to-bearing shell clearance, with new
shells, exceeds 0.0056 in (0.1412 mm), replace crankshaft. Measurements of crankshaft should be accurate
to nearest 0.0001 in (0.0025 mm). If main bearing journal taper of used crankshaft exceeds 0.0015 in
(0.0381 mm), or if out-of-round clearance is greater than 0.001 in (0.0254 mm), replace crankshaft.
20.
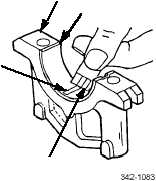
Compare width of flattened plastigauge (24) at widest point with graduations on envelope (25) as shown. Number in
graduation on envelope indicates bearing clearance in thousandths of an inch. Multiply reading obtained (in thou-
sandths) by 25.4 to obtain metric specifications. Measure each end of plastigauge. Difference between two readings is
approximate amount of taper.
INSTALLATION
NOTE
•
When new crankshaft is installed, all new main and connecting rod (upper and lower) bearing shells and
thrust washers must also be installed.
•
If new crankshaft is to be installed, clean it to remove rust preventative and clear out oil passages with
compressed air.
•
Replace vibration damper at time of normal overhaul or if crankshaft breakage is experienced.
1.
Install notched upper main bearing shell (16) in main bearing saddle no. 6 (18), with tang of main bearing shell in notch
at parting line of main bearing saddle no. 6.
2.
Coat backs of two thrust washers (17), on side without oil grooves, with a thin film of clean engine lubricating oil.
Install two thrust washers in counterbore on each side of main bearing saddle no. 6. Engage tangs on ends of thrust
washers with notches on ends of notched upper main bearing shell (16).
24
25
13
12