TM 9-2320-302-34
0032 00-25
CYLINDER HEAD REPAIR - CONTINUED
0032 00
ASSEMBLY - CONTINUED
NOTE
Eccentric grinding method is recommended for fine accurate finish. Grinding wheel contacts valve seat at
only one point at any time, and micrometer feed permits controlled, fine adjustment.
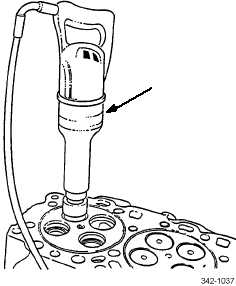
44.
Grind valve seats to 31 degree angle using valve seat grinder (80).
45.
Clean valve seat thoroughly. Check seat-to-valve face contact by applying light coat of Prussian blue paste to valve seat
land. Insert valve in guide and bounce head on seat insert without rotating valve. Full 360 degree contact line should
appear centered on valve face.
NOTE
If firedeck has been resurfaced, valves will have to be seated deeper to restore valve head recess depth to
specification limits.
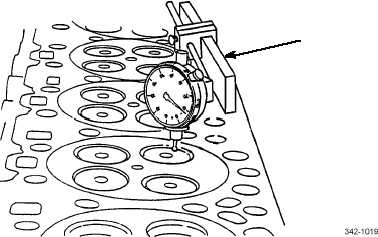
46.
Valve head recess depth from cylinder head fire deck is increased by grinding valve seat. Check with sled gage (81).
Replace valve seat if not between 0.055-0.067 in (1.4-1.6 mm).
80
81