TM 9-2320-302-34
0032 00-14
CYLINDER HEAD REPAIR - CONTINUED
0032 00
CLEANING AND INSPECTION - CONTINUED
NOTE
If suitable for reuse, valve may be refaced as long as after refacing, valve rim width is not less than 0.086 in
(2.19 mm) for intake valves and 0.094 in (2.39 mm) for exhaust valves.
18.
Ensure valve stems are free from scratches or scuff marks. Valve faces must be free from ridges, cracks, and pitting. If
necessary, reface valves or install new valves. If valve faces are warped or valve stem is bent, replace valves. Minimum
valve stem diameter is 0.342 in (8.679 mm) for intake valve and 0.343 in (8.714 mm) for exhaust valve.
19.
Inspect guides for cracks, chipping, scoring, and excessive wear.
20.
Measure valve guide bore with small hole gage or gage pin, and measure valve stem diameter with micrometer. Com-
pare measurements to determine valve stem clearance. If clearance is greater than 0.006 in (0.152 mm), valve guide
must be replaced.
NOTE
New valve seat inserts are preground. Check for concentricity after installation. Do not grind new valve seat
insert unless concentricity exceeds 0.002 in (0.05 mm).
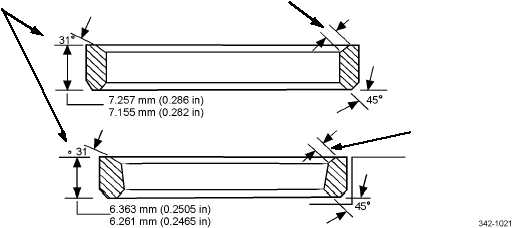
21.
Ensure valve seat insert angle (51) is 31 degrees.
22.
Ensure valve seat width (52) is 0.084 in (2.14 mm) for intake valves and 0.105 in (2.66 mm) for exhaust valves.
ASSEMBLY
1.
If removed, install seven hollow dowels (53) on cylinder head (2) to height of 0.197 +0.010 in (5.0 +0.5 mm).
CAUTION
Ensure diamond dowels are correctly aligned. Failure to do so could result in engine failure.
2.
If removed, install three diamond dowels (54) to height of 0.240 +0.010 in (6.1 +0.5 mm). Angular orientation of dia-
mond dowels must be parallel to centerline through dowel holes within +4 degrees, as shown.
51
52
52